Miksi ASME-yhteensopivuus määrittelee kattilan turvallisuuden?
Kattilan viat ovat harvoin satunnaisia – ne juontavat juurensa yhteen ohitettuun standardiin, väärin käytettyyn materiaaliluokkaan tai hitsausmenettelyyn, joka ei koskaan saanut pätevyyttä. ASME Boiler and Pressure Vessel Code (BPVC) on olemassa juuri näiden aukkojen poistamiseksi. Se julkaistiin ensimmäisen kerran yli sata vuotta sitten, ja se on edelleen yksi arvovaltaisin kehys, joka ohjaa kattiloiden suunnittelua, valmistusta, tarkastuksia ja sertifiointia maailmanlaajuisesti.
Painelaitteita valitsevien insinöörien ja hankintatiimien ymmärtäminen, mitä ASME-yhteensopivuus todella vaatii – tyyppikilvessä olevan leiman lisäksi – on ero vuosikymmeniä toimivan järjestelmän ja hydrostaattisen testauksen aikana epäonnistuneen järjestelmän välillä.
ASME BPVC Osa I: Mitä se todellisuudessa hallitsee
ASME BPVC:n osa I kattaa voimakattiloiden, korkean lämpötilan vesikattiloiden, lämmöntalteenottohöyrygeneraattoreiden (HRSG) ja tiettyjen polttokäyttöisten paineastioiden rakentamisen paikallaan tai vetokäyttöön. Säännöt koskevat kattiloita, jotka tuottavat höyryä yli 15 psig:n paineissa ja kuumavesijärjestelmiin, jotka toimivat yli 160 psig tai 250 °F.
Kriittisesti osa I ei pysähdy kattilan vaippaan. Tulistimet, ekonomaiserit ja kaikki paineosat, jotka on kytketty suoraan kattilaan ilman väliventtiiliä, kuuluvat sen soveltamisalaan. Tämä tarkoittaa, että vaatimustenvastainen ekonomaiserikierukka tai väärin määritetty ripaputkinippu voi asettaa koko kattilajärjestelmän koodin suojan ulkopuolelle – vaikka itse rumpu olisi leimattu oikein.
Osan I tärkeimmät tekniset vaatimukset sisältävät:
- Pienin seinämän paksuuslaskelmat (PG-27-kaavat perustuvat suunnittelupaineeseen ja materiaalin sallittuun jännitykseen)
- Suurimman sallitun käyttöpaineen (MAWP) määritys
- Materiaalin pätevyys ASME Section II -eritelmien mukaisesti
- Hitsausmenetelmän spesifikaatio (WPS) ja menetelmän pätevyystietue (PQR) osan IX mukaisesti
- Hydrostaattinen testaus 1,5 × MAWP:llä ennen käyttöönottoa
- Kolmannen osapuolen tarkastus ja ASME "S" leima sertifiointi
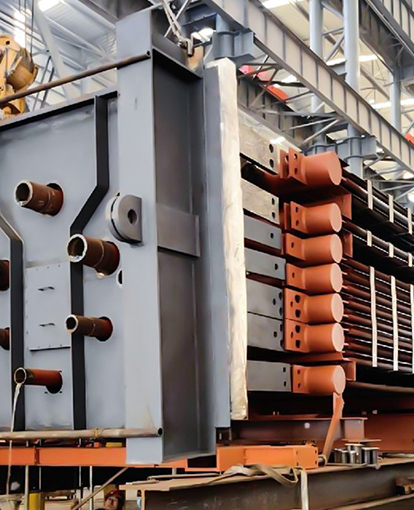
Kattilan paineosat: tärkeimmät komponentit
Paineosat ovat mitä tahansa osia, jotka sisältävät tai siirtävät paineistettua nestettä kattilapiirissä. Niiden eheys määrää suoraan järjestelmän turvallisuuden ja käyttöiän. Pääkategorioita ovat:
| Paineosa | Ensisijainen toiminto | Keskeinen ASME-vaatimus |
|---|---|---|
| Rummut ja otsikot | Höyryn/veden erotus, virtauksen jakautuminen | Kuoren paksuus, suuttimen vahvistus |
| Tulistimen putket | Nosta höyryn lämpötila kylläisyyden yläpuolelle | Korkean lämpötilan metalliseosvalinta, virumisrajat |
| Economaiser-kelat | Esilämmitä syöttövesi savukaasulämmöllä | Osan I soveltamisalan sisällä, jos väliventtiiliä ei ole |
| Finned Putket | Lisää lämmönsiirtopinta-alaa | Putken materiaaliluokka, evien kiinnityksen eheys |
| Putkiliittimet ja venttiilit | Virtauksen ohjaus ja eristys | Vakiopaineosat per PG-11 |
Teollisen mittakaavan sovelluksiin - erityisesti hukkalämmön talteenottolaitoksissa ja kombilaitoksissa - lämmöntalteenoton höyrygeneraattorin (HRSG) painepiiri integroi lähes kaikki yllä mainitut komponentit yhdeksi järjestelmäksi. Jokaisen hitsausliitoksen, putkien välisen liitoksen ja tukirakenteen on oltava päteviä menettelyjä ja sertifioituja materiaaleja.
Materiaalin valinta: Missä vaatimustenmukaisuus tarkentuu
Osa I sallii vain materiaalit, jotka on lueteltu ASME:n osan II osassa D, jossa määritellään sallitut jännitysarvot lämpötila-alueilla. Kvalifioimattoman materiaalin – jopa samanlaisen kemiallisen – käyttäminen mitätöi koodin sertifioinnin ja voi aiheuttaa kalliita korjauksia kolmannen osapuolen tarkastuksen aikana.
Alle 300 °C:n savukaasuympäristöissä toimiville ekonomaisereille hiiliteräslaadut, kuten SA-192 tai SA-210, ovat vakiovaihtoehtoja. Yli 550 °C:n lämpötiloille altistuvat tulistimet vaativat seosteräksiä, kuten SA-213 T91 tai T22, jotka säilyttävät lujuuden virumisolosuhteissa. Materiaalin jäljitettävyydestä tehdastodistuksesta lopulliseen kokoonpanoon ei voida neuvotella ASME:n vaatimusten mukaisesti.
Käytännössä valmistajien, joilla on ASME "S" -leimalupa, on dokumentoitava jokainen lämpönumero ja ylläpidettävä valtuutetun tarkastusviraston (AIA) tarkastamaa laadunvalvontajärjestelmää. Tämä kirjausketju erottaa aidosti vaatimustenmukaisen komponentin sellaisesta, joka muistuttaa vain standardia.
Economizers ja Finned Tubes: Tehokkuus koodin sisällä
Nykyaikaiset kattilajärjestelmät ottavat talteen huomattavan määrän energiaa savukaasuekonomaisaattorit asennettu polttovyöhykkeen alavirtaan. Hyvin suunniteltu ekonomaiseri voi ottaa talteen 5–10 % polttoaineenergiasta esilämmittämällä syöttövettä, mikä vähentää suoraan käyttökustannuksia. Kun ekonomaiseri on kytketty kattilaan ilman eristysventtiiliä - mikä on tyypillistä voimalaitoskokoonpanoissa - se toimii osan I lainkäyttöalueella ja vaatii saman koodin noudattamisen kuin kattila itse.
Ripaputken lämmönsiirtopinnat ovat useimpien ekonomaiseri- ja HRSG-mallien ydin. Rivien luoma laajennettu pinta-ala mahdollistaa huomattavasti enemmän lämmönvaihtoa putken pituusyksikköä kohden, mikä vähentää kokonaisjalanjälkeä. ASME-yhteensopivuuden vuoksi pohjaputken on täytettävä osan I materiaalivaatimukset, ja eväprosessi (hitsaus, valssaus tai suulakepuristus) ei saa vaarantaa putken seinämän eheyttä tai aiheuttaa jäännösjännitystä, joka ylittää sallitut rajat.
Käytännön tarkistuslista ASME-yhteensopivien kattiloiden hankinnasta
Kun määrität ASME-standardin kattiloita tai tilaat paineosia valmistajalta, seuraavat seikat ylittävät monimutkaisuuden ja suojaavat projektin laatua:
- Vahvista ASME "S" -leiman valtuutus — Varmista, että valmistajalla on voimassa oleva ASME:n sertifikaatti ja aktiivinen sopimus valtuutetun tarkastusviraston kanssa.
- Tutustu laadunvalvontaoppaaseen — Vaatimustenmukainen valmistaja ylläpitää dokumentoitua laadunvalvontajärjestelmää, joka kattaa suunnittelun, materiaalit, hitsauksen, NDE:n ja hydrostaattiset testaukset.
- Tarkista materiaalisertifikaatit — Tehdastestiraporttien tulee vastata komponentteihin leimattuja lämpölukuja. Kaikki jäljitettävyyden puutteet ovat punainen lippu.
- Tarkista WPS/PQR-peitto — Hitsausmenetelmien on oltava päteviä järjestelmässäsi käytettyjen materiaaliyhdistelmien ja liitosgeometrioiden mukaisesti.
- Tarkista tietoraportti — Jokaisen ASME Section I -kattilan mukana toimitetaan valmistajan tietoraportti (lomake P-1 tai vastaava), jonka ovat allekirjoittaneet sekä valmistaja että valtuutettu tarkastaja. Pyydä tämä asiakirja ennen hyväksymistä.
Oikein onnistumisen arvo pitkällä aikavälillä
ASME-yhteensopivuus ei ole kertaluonteinen valintaruutu, vaan se on turvallisen pitkän aikavälin toiminnan perusta. Osan I mukaisesti sertifioidut kattilat ovat oikeutettuja käytönaikaisiin tarkastusohjelmiin, jotka pidentävät laitteiden käyttöikää ja vähentävät vakuutusmaksuja. Vaatimustenvastaiset laitteet voivat sitä vastoin toimia vuosia, ennen kuin tarkastus tai vaaratilanne paljastaa aukon, jolloin korjauskustannukset ylittävät selvästi sen, mitä asianmukainen vaatimustenmukaisuus olisi edellyttänyt alun perin.
Projekteissa, joihin liittyy teollisuuden hukkalämpökattiloita, yhdistelmäkiertoisia HRSG-laitteita tai prosessilämmitysjärjestelmiä, ASME-standardien mukaisesti valmistettujen ja sertifioitujen komponenttien valitseminen on suorin tapa varmistaa sekä säädöstenmukainen hyväksyntä että tekninen luottamus laitteiston koko käyttöiän ajan.